Stájové technologie pro Národní Hřebčín Kladruby nad Labem







































V roce 2013 jsme byli Sdružením Hřebčín přizváni do projektu rekonstrukce národní kulturní památky kladrubského hřebčína./
Na začátku byl návrh replik historických boxů, následně výroba jednoho vzorového boxu.

Po jeho úpravách a následném schválení v březnu 2014 následovala štvanice v zaměřování a tvorbě výrobní dokumentace. Repliky mřížoví jsou oproti současným technologiím vyrobeny z plného materiálu. Montáž byla tedy o mnoho složitější.
1. Tvorba dokumentace
V únoru 2014 jsme začali s firmou V.P. Procházka s.r.o. jednat o výrobě vzorku repliky historického boxu, následně v březnu, na základě projekce Helika, jsme zpracovali výkresy pro výrobu vzorové repliky. Po schválení dokumentace (21.3.2014), výrobě a povrchových úpravách byl box v květnu 2014 namontován ve dvou barevných variantách do stáje X. Toto provedení nebylo schváleno. Na základě připomínek jsme zpracovali nový návrh, po schválení vizualizace (12.6.2014) byl vyroben a v červenci namontován vzorek č. 2. V září jsme byli vyzváni k vzorkování barvy a jiného spoje dubové výplně. Dne 28.9.2014 jsme vzorkovali výplně a lazuru. Na tomto kontrolním dni byl také vznesen požadavek na krajní sloupy bez sedlovek, vytmelení spáry mezi trubkou a U profilem fixujícím výdřevu, upřesněn druh spojovacího materiálu a vznesen požadavek na jiné zavírání boxu. Dne 30.9.2014 byly schváleny dělící stěny pro boxy I a II. Schvalování dalších stájí, a případné vzorkování, již průběžně navazovalo. Nejprve byla požadována vizualizace a půdorys následně byl vznesen požadavek i na dodání výkresů bočních a čelních pohledů. Poslední schválenou stájí byla porodna a vyšetřovací box v objektu SO 04.
2. Výroba ocelové konstrukce
Pro výrobu boxů jsou použity hutní materiály (trubky, plechy, U profily, tyče ploché a kruhové, závitové tyče, trubky 4hranné) jakosti S235. Hutní materiál byl, podle řezných plánů, dělen na automatických pilách a pálen na CNC automatu, vzniklé otřepy a ostré hrany byly odjehleny nebo broušeny. Otvory v materiálu byly vrtány nebo páleny a následně odhroceny. Drážky pro zámek a zajištění sedlovek jsou frézovány, čepy soustruženy. Ohýbání silnostěnných trubek jsme provedli pomocí ohraňovacího lisu. Za tímto účelem byla zadána výroba speciálních přípravků a šablon, které tyto atypické ohyby umožnily. Po ohnutí byly všechny ohyby kalibrovány. Délkové rozměry u jednotlivých pozic byly kontrolovány dle normy pro všeobecné tolerance ČSN ISO 2768-c. Čelní a dělící stěny, dveře a další komponenty jsme stehovali v námi vyrobených přípravcích. Následně byly díly svařeny dle určených WPS, které jsou uvedeny ve výkresech sestav výrobní dokumentace. Postupy WPS jsou validovány dle ČSN EN ISO 15614-1 Inspekčním certifikátem (WPQR) číslo ZI-13-132/P01 evidovaným na Terom s.r.o. Svářecí postup byl zvolen tak, aby se eliminovalo co nejvíce tvarových deformací. Sváry prováděli vyškolení pracovníci s platným svářečským oprávněním. Sváry jsou provedeny metodou MAG (135) v ochranné atmosféře plynu Arkal 21, s přídavným materiálem OK Aristorod 12.50. Sváry byly očištěny a svarové problematické deformace odstraněny. Konstrukce jsou žárově zinkovány. U dělících a čelních stěn jsou provedeny skryté odvzdušňovací otvory. Každý skrytý otvor je potvrzen písemně kontrolou, zde je provedena 100% mezioperační kontrola z důvodu bezpečnosti při zinkování. Po zinkování jsou konstrukce zbaveny otřepů po zinku, protaženy otvory zalité zinkem a dorovnány deformace konstrukce po zinkování. Tolerance svařovaných ocelových konstrukcí byla kontrolována podle ČSN EN ISO 13920-D. Na stavbě jsou konstrukce osazeny a ukotveny. Kotvení přes patky zajišťuje Terom, betonáže zajišťuje objednavatel - Sdružení Hřebčín. Spáry vzniklé přerušovaným svarem jsou v místech určených objednavatelem zatmeleny.
3. Osazení konstrukce
Výška sloupů byla zaměřena podle udaného vágrysu, který byl dán stavbou pouze na jedné stěně stáje dvěma body. Po osazení stáje byla provedena kontrola výšky sloupů dělících stěn mezi prvním a posledním sloupem v řadě. Nerovnosti byly dorovnány v toleranci +/- 5 mm. Sloupy protější řady byly vždy kontrolovány vodováhou k protilehlému sloupu v uličce a následně celá řada opět zkontrolována od prvního k poslednímu sloupu (SO 08 - I, II, III, IV, X). U ostatních stájí je konstrukce osazena přes patky na již vylitou betonovou podlahu (SO 09, SO 08 – I malá, X malá, VIII, SO 04). Výška konstrukce je v těchto stájích dána výškou podlahy.
4. Kotvení konstrukce
Do podlahy
- tubus trubky stěny nebo samostatného sloupu je nasunut a zafixován dřevěnými klíny do předem připraveného otvoru v betonové podlaze do hloubky cca 40 cm a poté stavbou zabetonován (SO 08 - I, II, III, IV, X; SO 09).
- sloupy s přivařenou kotevní patkou jsou fixovány závitovými tyčemi Ø 12 mm, které jsou nasunuty do vyvrtaných děr s chemickou kotvou a po vytvrzení jsou přitaženy maticí k podlaze (SO 04, SO 08 - I malá, X malá, VIII).
Do obvodových stěn
- do otvorů ve zdivu je zasunut konec příčky boxu (trubka nebo plochá tyč), který je zafixován dřevěnými klíny a stavbou zabetonován (SO 08, SO 09, SO 04).
Do pískovcových sloupů
- do sloupu je chemickou kotvou a závitovou tyčí připevněna stočená plechová deska, na kterou je přišroubována nebo přivařena stěna boxu (SO 08 – I malá, X malá, VIII, IV, III).
Do koryta
- dělící stěna je přivařena k boku koryta, jehož součástí je silnostěnná trubka (SO 08 – III, IV, X).
Do dělící příčky
- do zídky jsou vyvrtány a na chemickou kotvu osazeny závitové tyče. Po vytvrzení je na závitovou tyč osazena mříž a zajištěna maticí (SO 09, SO 08 – I malá, X malá, VIII).
V místech, kde je proti nástavbě dělící stěny umístěné okno, je na konec nástavby navařena kruhová tyč Ø 15 mm, která je ohnuta do pravého úhlu a kotvena do boční stěny okenního otvoru (SO 08 – I, II, X). Uzemnění konstrukce zajišťuje Sdružení Hřebčín.
5. Betonáž – zajišťuje Sdružení Hřebčín
Osazení plastových chrániček
- kotvení do hloubky -0,450 m zasahuje do sypkého souvrství podlahy. Proto jsou na rostlý terén umístěny chráničky z PVC trubky o Ø 300 mm. Následně se navezou jednotlivé frakce násypů a průběžně probíhá hutnění všech vrstev tak, aby bylo dosaženo požadované pevnosti vzniklé pláně.
Betonáž podlah
- Na připravenou pláň proběhne betonáž podlah, chráničky jsou o 50 mm výše než hladina betonu tak, aby nedošlo k samovolnému zalití betonovou směsí.
Odstranění plastových chrániček
- po technologické přestávce následuje demontáž chráničky. Vznikne prostor pro osazení ocelové konstrukce, který vede celým souvrstvím až na rostlý terén.
Betonáž ½ základu
- po přeměření rovinatosti celé konstrukce a případné korekci polohy jednotlivých prvků se přistoupí k betonáži ½ základu. Beton B 20/25.
Betonáž 2/2 základu
- po technologické přestávce potřebné k zatvrdnutí betonu se demontují rozpěrné klíny a dobetonuje se zbytek základu.
Začištění
- Před zatvrdnutím betonu zajistí začištění pohledových ploch podkladů a lícování s ostatními prvky. Provede kontrolu stavu rovinatosti konstrukce po betonáži.
6. Hlavice
Hlavice jsou nasazeny na sloupy prostřednictvím nástavce sloupů. Ve stájích I, II, X jsou nástavce 50 mm a ve stáji IV jsou sloupy navýšeny o 80 mm. Nástavec je s hlavicí a k trubce přilepen. Vzniklá spára je přetmelena.
X. Dřevěná hlavice – nové dubové hlavice, lepené z více vysušených dílců a soustružené na tvar dle schváleného vzorku s ohledem na požadavek většího přesahu sloupu - 10 ks
II. Dřevěná hlavice – nové dubové hlavice, lepené z více vysušených dílců a soustružené na tvar dle schváleného vzorku s ohledem na požadavek většího přesahu sloupu – 6 ks
III. Dřevěná hlavice – původní hlavice zbavené barvy louhováním – 12 ks
IV. Dřevěná hlavice – původní hlavice zbavené barvy louhováním + nové dubové hlavice, lepené z více vysušených dílců a soustružené na tvar dle schváleného vzorku s ohledem na požadavek většího přesahu sloupu – 12 ks
I. Původní litinové hlavice tryskané ocelovou drtí na hrubost Sa 2,5+ nové odlitky vyrobené z šedé litiny (GG20), ručně formované dle dodaného vzorku – 24 ks
7. Povrchová úprava
Repliky kovových konstrukcí jsou chráněny:
- Žárový zinek – na základě protokolů o měření byla zjištěna nejnižší průměrná naměřená síla zinku 90 µm.
- Galvanický zinek je použit v případě drobných dílů a spojovacího materiálu.
- Základní nátěr – CELEROL Reaktionsrund 918 – odstín RAL 7035 světle šedá – je rychleschnoucí s kovem reagující základová barva.
- Vrchní nátěr - ALEXIT– odstín S2070-Y10R – je rychleschnoucí dvojsložkový materiál na polyuretanové bázi. Vytvrzený film se vyznačuje vysokou odolností proti otěru a poškrábání.
Nátěry jsou prováděny v temperovaných stájích vždy jeden nátěr základní a dva vrchní.
Dveřní kazety a výplně čelních a dělících stěn jsou ošetřeny vodou ředitelnou lazurou FORTEKRYL KLASIK v odstínu PALISANDR na bázi modifikovaného lněného oleje. Lazura je vtírána ve dvou vrstvách na odstín dle odsouhlaseného vzorku.
8. Dveřní dubové kazety
Výroba kazet byla provedena na základě schválené výkresové dokumentace a odsouhlaseného 2. vzorku. Výchozím materiálem pro výrobu bylo vysušené dubové řezivo na vlhkost oscilující okolo 15 %.
Kazeta se skládá ze základního rámu, do jehož vnitřních hran je zapuštěna masivní výplň. Tato výplň n e n í do rámu vlepena, ale pouze volně nasunuta. Může tedy v rámu v případě nabobtnání, popřípadě seschnutí, volně dilatovat. Tím je částečně ochráněna před možným praskáním. Samotná výplň se skládá vždy z několika dubových vlysů, které jsou vzájemně slepeny pomocí vloženého pera. Po opracování slepené výplně byla tato po obvodu ofrézována, čímž bylo umožněno její zapuštění do rámu. Jednotlivé díly rámu jsou do sebe začepovány a k jejich slepení bylo použito vodovzdorné polyuretanové lepidlo, stejně tak jako ke slepení výplní.
Po dokončení montáže byla celá kazeta přebroušena a došlo k opravení menších vad ve dřevě. Na závěr byly kazety napuštěny odsouhlaseným typem lazury ve dvou vrstvách.
9. Dubová výplň stěn
Výroba výdřev byla provedena z dubového řeziva na vlhkost oscilující okolo 27 % a jejich vzhled a povrchová úprava odpovídá schváleným vzorkům.
Jednotlivé dubové fošny byly podélně rozřezány, vykráceny na hrubé rozměry a pomocí čtyřstranné frézky opracovány ze všech ploch. Poté byly přesně vykráceny a na horizontální frézce opatřeny dekorativním frézováním podélných hran. Stejně jako kazety byly napuštěny schváleným typem ochranné lazury ve dvou vrstvách.
Zkosená místa u betonových koryt jsou vyplněna slepeným atypickým prvkem.
10. Plastová výplň stěn
Plastové výplně se vyrábí z plastové směsi Transplast a jsou schváleny Státní veterinární správou závazným posudkem pod zn. VET/799/94 pro použití plast – Desky v interiérech stájí hospodářských zvířat. Díly jsou dodávány ve standardních rozměrech barva hnědá, vzorek byl odsouhlasen odběratelem. Desky jsou vykráceny podle rozměrů porodny a osazeny systémem pero-drážka. Tepelná roztažnost v období léto – zima je cca 10 mm na běžný metr. Plastové výplně jsou použity v porodně.
11. Postranní zábrany ve stáji IV
Kůra na kuláčích byla ručně oškrábána pořízem, suky osekány tesařským dlátem a celkově bylo vše začištěno stržením vystupujících třísek a ploch.
12. Zavírání boxů
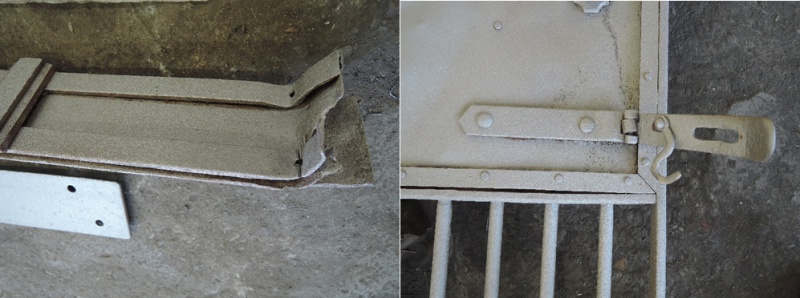
Dveře s panty – mechanizmus zavírání je navržen podle původního provedení. Zavírací čep se otevře tažením „T“ úchopného dílu. Po jeho uvolnění vrací pružina zpět čep do původní polohy. Dveře se otvírají o 180° a lze je zajistit kolíkem v otevřené poloze. Při zavírání dveří čep zapadne do vyfrézovaného otvoru automaticky.
Pojezdy v SO 09 a SO 04 – vrata se pohybují na pojezdovém profilu pomocí kladek. Konce profilu zabezpečují vrata proti vyjetí. Spodní část vrat je vedena vodícími čepy, které jsou ukotveny v podlaze. K odjištění vrat dojde po stlačení první tyče výplně a po následném tahu do strany dojde k otevření dveří. Otvírací tyč je odlišena otvorem. Při zavírání dojde k zajištění vrat automaticky.
13. Montáž výplní stěn
Po vytvrzení barvy jsou do dveří vsazeny kazety a systém zavírání. Dubové a plastové výplně jsou vloženy do U profilu stěny. Dřevo je doraženo na tupý spoj, plastová výplň je spojena pero-drážkou. Po vyplnění celé stěny je U profil uzavřen zámkem výdřevy, který zamezí vypadnutí výplně.
14. Servis
Po 6 až 9 měsících užívání se výplně stěn stabilizují v prostředí stáje a bude možné dubovou výdřevu v případě potřeby upravit – provede po výzvě Terom s.r.o.
15. Údržba
Dodaná stájová technologie má minimální nároky na údržbu. Stav boxů se průběžně vizuálně kontroluje s důrazem na možné změny, které by mohli mít vliv na bezpečnost koní a personálu hřebčína (např. deformace konstrukce, uvolnění montážních spojů, funkčnost zavírání atd.). V objektu SO 09 a na Františkově jsou umístěny boxy s kladkovým pojezdem. Pojezdy a kladky je třeba udržovat v čistotě a 1x za 6 měsíců promazat čepy. Pojezdy v porodně jsou bezúdržbové. Přílohou zprávy je výrobní dokumentace a pohledy skutečného provedení.
I. REPASE
Františkov pravé a levé křídlo
Původní boxy jsme demontovali a odvezli k repasi.
Všechny části jsme tryskali a následně demontovali poškozené části stěn, které bylo nutné opravit, nebo vyměnit za nové.
Plechové výplně u některých vrat se vyměnily za nové.
Pojezdová kola jsme vysoustružili nová.

Oprava svarových spojů a uvolněných komponentů.

Vyrovnání a opravy deformovaných částí.
Výměna doplňovaných hlavic a výroba chybějících.
Demontované prvky byly při opravě podetřeny základní barvou.

Vrata do L křídla se upravovala.
Původní tyčové výplně se odřezaly.
Do spodní části vrat se vsadil ocelový rám pro vsunutí výdřevy.
Stěny, které byly v průběhu let nastavovány jsme vyrobili nové.
Nepohledové sváry jsme vybrousili a převařili.
Kotvení
Demontované stěny a další prvky jsme po repasi osadili. Některé prvky byly nazpět přišroubovány, stěny se přivařily k vyčnívajícím původním patkám stejným způsobem, nebo náhradním řešením v případě jiné výšky podlahy či podezdívky.
Povrchová úprava
Repasované boxy nebylo možné zinkovat. Konstrukce, které budou zinkovány musí být pro úpravu žárovým zinkem technologicky připraveny (odvzdušňovací a nátokové otvory, provedení svarů, pórovitost, spojení nestejně silných materiálů, hodnota Si v železe). V případě zinkování repasovaných boxů by došlo k deformaci stěn, vytékání tavidla ze spojů, různá vrstva zinku a nepozinkovaná nebo zinkem zalitá místa.
Povrchová předúprava tryskáním byla provedena ocelovou drtí v drsnosti Sa 2,5.
Pro základní nátěr jsme zvolili nátěrovou hmotu SEEVENAX, vysoce odolný dvousložkový materiál na bázi epoxidové pryskyřice s vynikající přilnavostí ve světle šedém odstínu.
Vrchní nátěr - ALEXIT– je rychleschnoucí dvojsložkový materiál na polyuretanové bázi. Vytvrzený film se vyznačuje vysokou odolností proti otěru a poškrábání.
Odstín NCS S2070-Y10R – žlutá – Františkov, S0 09 – stáj 017, původní sedlovky
Odstín NCS S2570-Y90R - červená – SO 05 – stáj hřebců
Údržba
Repasovaná stájová technologie má minimální nároky na údržbu. Stav boxů se průběžně vizuálně kontroluje s důrazem na možné změny, které by mohli mít vliv na bezpečnost koní a personálu hřebčína (např. deformace konstrukce, uvolnění montážních spojů, funkčnost zavírání atd.).
Na Františkově jsou umístěny boxy s kladkovým pojezdem. Pojezdy a kladky je třeba udržovat v čistotě a 1x za 6 měsíců promazat čepy.
Františkov – pravé křídlo
Františkov – levé křídlo
Renovace stáje SO 05 Hřebci
Repase ocelových konstrukcí dělících stěn, čelních stěn, dveří, zásobníků na seno držáků postroje a repase dubových kazet ve dveřích.

Opravovaná a deformovaná kulatina byla nahrazena novou. Nové tyče jsou k rámu přivařeny přiznaným svarem. Vrchní ozdobné prvky byly dodány novéna chybějících místech u vyměňovaných kruhových tyčí. Sedlovky a koše jsme demontovali, opravili a spolu s kříži tryskali v Teromu.
Na odstranění nátěrů z bočních a čelních mříží jsme nejdříve použili odstraňovač nátěru Lakostan D. Vzhledem k mnoha vrstvám, se tímto způsobem nepodařilo nátěr odstranit.
Další šetrný způsob, kterým jsme se snažili odstranit nátěry bylo mobilní tryskání suchým ledem. Tato technologie odstranila nátěry jen částečně.
Posledním způsobem, který jsme zvolili bylo pískování, tímto postupem se podařilo vícevrstvé nátěry zcela odstranit.
Repase dveřních výplní
Technologický postup
Rám dveří včetně dubové výdřevy se nejprve nahrubo zbaví barevných nátěrů v louhové lázni. Případné zbytky nátěrů a ostatních nečistot budou poté mechanicky odstraněny škrabkami, popřípadě brusným papírem. V zájmu zachování historizujícího vzhledu bylo k opravám mechanických poškození přistupováno následujícím způsobem:
- Otlučená a vymačkaná místa v ploše dveří povrchového charakteru, byla pouze očištěna a obroušena.
- Poškozená místa s ohraničením, jako například otvory po kování, vrutech, hřebících, vyštípnuté třísky a podobně, byla do hloubky vyčištěna a zatmelena směsí disperzního lepidla s dubovým prachem. Poté byla tato místa přebroušena.
- Větší mechanická poškození, jako vylámané kusy, uražené hrany, velké otvory a pod., byla vyspravena vlepením dřevěných kusů a jejich začištěním do plochy kazet. Při těchto opravách nebyly využívány žádné novodobé správkové materiály, ale individuálně vyrobené zátky a lišty.
- Po ukončení oprav byla celá výdřeva opatřena fixačním a ochranným nátěrem S o l a k r y l použitý na všechny vnitřní plochy dveří, tedy na plochy poškozené hnilobou. Tento nátěr byl aplikován na základě Restaurátorského záměru.
Ozdobné hlavice z mosazného plechu
Poškozené hlavice jsou neopravitelné. Vysoustružili jsme 5 nových hlavic z mosazi CW614N-M(CuZn39Pb3).

Zachovalé původní hlavice, koule na sedlovkách a koule na dveřích jsme někde mírně zbrousili a vyčistili Sidolem.